Сварочные трансформаторы — устройство и схема работы. Устройство и основные параметры сварочного трансформатора.
К однофазным сварочным трансформаторам относится большая группа трансформаторов серии ТД. По Своей электромагнитной схеме это трансформаторы с увеличенным (развитым) магнитным рассеянием и подвижными обмотками (рис. 1). Они снабжены механическими регуляторами тока в виде ходового винта, пропущенного через верхнее ярмо стержневого магнитопровода и ходовую гайку обоймы подвижной обмотки. Ходовой винт вращается вручную рукояткой и, ввинчиваясь в гайку, передвигает обмотку. Стержневой магнитопровод состоит из набора листовой стали толщиной 0,5 мм высокой магнитной проницаемости. Дисковые первичная 5 и вторичная 4 обмотки расположены вдоль стержней. Увеличенное магнитное рассеяние достигается за счет взаимного расположения обмоток. Одна из обмоток подвижная, другая неподвижная. При перемещении обмоток изменяется магнитное поле рассеяния. При увеличении расстояния увеличивается индуктивное сопротивление рассеяния, и ток уменьшается, при уменьшении расстояния уменьшается индуктивное сопротивление, и ток растет. При этом вторичное напряжение холостого хода практически остается почти неизменным. При большом раз- движении обмоток для получения малых токов надо увеличивать длину и массу магнитопровода. Для расширения возможности регулирования тока без увеличения массы магнитопровода применяют плавно-ступенчатое регулирование. В переносных трансформаторах ТД-102 и ТД-306 с номинальными токами соответственно 160 и 250 А подвижной является первичная обмотка, а вторичная неподвижно закреплена у верхнего ярма магнитопровода (рис. 2, а). При больших токах катушки первичной обмотки включены последовательно, а вторичной обмотки - параллельно (положение 1); при переходе на малые токи одна катушка вторичной обмотки отключается (положение 2).
Рис. 1. Сварочный Трансформатор с развитым магнитным рассеиванием и подвижными обмотками (разрез): 1 - ходовой винт; 2- магнитопровод; 3 - ходовая гайка; 4 и 5 вторичная и первичная обмотки, 6 - рукоядка.
В передвижных сварочных трансформаторах ТД-300 и ТД-500 с номинальными токами соответственно 315 и 500 А подвижными являются вторичные катушки, а неподвижными - первичные, которые закреплены у нижнего ярма магнитопровода (рис. 2, б). Для работы на больших токах витки первичной, а также вторичной обмоток соединяются параллельно (положение 1); для перехода на малые токи витки обмоток соединяются последовательно (положение 2), при этом часть витков первичной обмотки отключается, что приводит к некоторому повышению напряжения холостого хода и, как следствие, улучшению стабильности дуги на малых токах.

Рис. 2. Электрические схемы сварочных трансформаторов: а-ТД-102 и ТД-306; б - ТД-300 и ТД-500
Трансформаторы ТД-502 для токов до 500 А снабжены встроенными конденсаторами мощности, улучшающими коэффициент мощности (coscp). Трансформаторы ТД-500-4 дополнительно снабжены устройством для снижения напряжения холостого хода с 80 до 12 В, что значительно уменьшает возможность поражения током сварщика при смене электродов.
Трансформаторы серии ТД в настоящее время заменяются трансформаторами серии ТДМ (рис. 3) более совершенной конструкции. В них применена холоднокатаная специальная сталь толщиной до 0,35 мм, обеспечивающая более высокие электромагнитные свойства сердечников. Кроме того, использованы новые, более эффективные изоляционные и обмоточные материалы, усовершенствованы переключатели диапазонов сварочного тока и подключение проводов за счет переключателей ножевого типа и штыревых разъемов, улучшены внешний вид и эксплуатационные характеристики трансформаторов, в частности устранена вибрация, характерная для трансформаторов ТД и других, более ранних серий. Серия ТДМ включает базовые трансформаторы ТДМ-317, ТДМ-401 и ТДМ-503 на токи соответственно 315, 400 и 500 А, а также ряд их модификаций. Трансформаторы серии ТДМ по принципу регулирования, электрической схеме и конструктивному исполнению близки серии ТД.
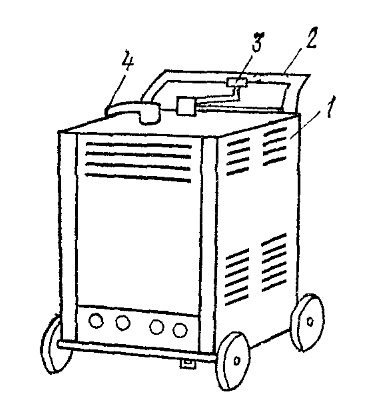
Рис. 3. Сварочный трансформатор ТДМ-317У2: 1 - корпус; 2 - ручка для перемещения трансформатора; 3 - рукоятка для плавного регулирования сварочного тока; 4 - рукоятка для переключения диапазонов
Для ручной дуговой сварки также используют трансформаторы с развитым магнитным рассеянием и подвижным магнитным шунтом, которые имеют на стержневых магнитопроводах частично разнесенные вторичные обмотки. Как видно из рис. 4, а, на стержнях 1 расположены катушки первичной обмотки 2 и частично разнесенной обмотки 3 а 4. В окне между катушками и стержнями помещен магнитный шунт, который изготовлен из трансформаторной стали, и его можно перемещать. Регулируя передвижение шунта, можно изменить индуктивное сопротивление и величину сварочного тока. Для работы на больших токах катушки вторичной обмотки соединяются параллельно (рис. 4,6, положение X 1), а для работы на малых токах основные катушки 3 соединяются последовательно, а катушка 4 отключается (положение X 2). Плавное регулирование токов осуществляется передвижением шунта ручным приводом, но может быть механизировано. Трансформаторы этого типа марки СТШ имеют хорошие энергетические показатели, однако получили ограниченное распространение из-за большой трудоемкости изготовления по сравнению с трансформаторами серии ТД.
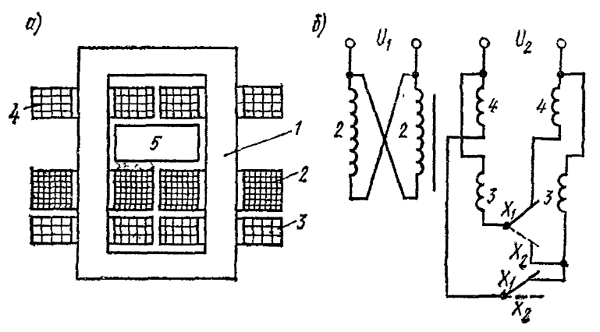
Рис. 4. Трансформатор с подвижным магнитным шунтом: а - схема конструкции; б-электрическая схема; U 1 - первичное напряжение сети; U 2 - вторичное напряжение холостого хода; 1 - стержни, 2-4 -обмотки; 5 - магнитный шунт
Сварочные трансформаторы с нормальным магнитным рассеянием и дросселями, имеющими воздушный зазор СТЭ-24 и СТЭ-34 (рис. 5, а), были обычными понижающими трансформаторами с жесткой характеристикой, а для создания падающей характеристики они комплектовались отдельными дросселями - проволочными катушками со стальными сердечниками, имеющими большое индуктивное сопротивление; эти трансформаторы использовались в начальный период развития сварки. Регулирование величины тока осуществлялось изменением воздушного зазора k путем передвижения подвижной части дросселя. Были также распространены трансформаторы со встроенным дросселем (рис. 5,6) серии СТН, предложенные академиком В. П. Никитиным для ручной сварки, и трансформаторы серии ТСД для механизированной сварки на больших токах, имеющие дистанционное управление током путем включения с пульта управления механизма перемещения подвижной части дросселя и изменения воздушного зазора k. Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются.

Рис. 5. Трансформаторы с нормальным магнитным рассеиванием: а - с дросселями, имеющими воздушный зазор; б - с встроенным дросселем; 1 - понижающий трансформатор; 2 - дроссель; 5 - подвижная часть дросселя
Незначительное распространение для ручной сварки получили трехфазные трансформаторы. Сварку от такого трансформатора обычно выполняют двумя электродами. При этом две фазы вторичной обмотки источника питания подключены к электродам, а третья к изделию. Трехфазный трансформатор преобразует ток с 380/220 В на 60 В во вторичных обмотках с жесткой характеристикой. Для получения падающей характеристики установлены регуляторы тока на сердечнике, имеющем регулируемый воздушный зазор. Регулирование сварочного тока осуществляется изменением воздушного зазора.
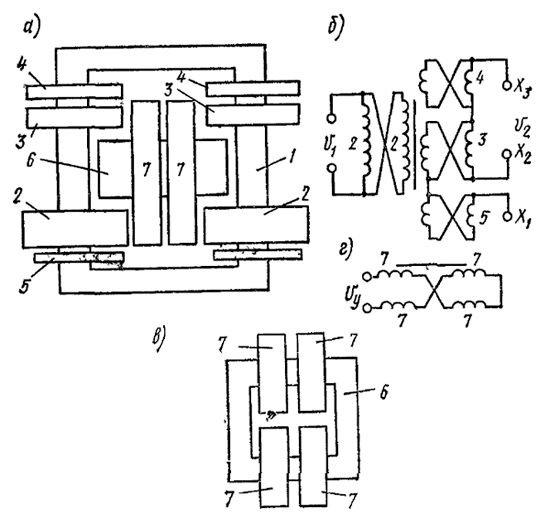
Рис. 6. Трансформатор, регулируемый подмагиичиванием шунта: д. - схема конструкции, б - электрическая схема, в - схема конструкции шуита, г - электрическая схема шунта, U 1 - первичное напряжение сети, U 2 - вторичное напряжение холостого хода, U y - напряжение управления шунтом, 1 - внешний магиитопровод, 2-5 - катушки обмотки; 6 - внутренний магннтопровод, 7 - катушки обмотки управления
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Луганск 2004
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ВОСТОЧНОУКРАИНСКИЙ НАЦИОНАЛЬНЫЙ УНИВЕРСИТЕТ
имени ВЛАДИМИРА ДАЛЯ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к лабораторным работам по дисциплине
«Источники питания для сварки»
(для студентов специальностей "Технология и
оборудование сварки" и "Технология и
оборудование восстановления и повышения износостойкости машин и конструкций")
УТВЕРЖДЕНО
на заседании кафедры сварки.
Протокол №11 от 30.06.2004
Луганск 2004
Методические указания к лабораторным работам по дисциплине «Источники питания для сварки» (для студентов специальностей «Технология и оборудование сварки» и «Технология и оборудование восстановления и повышения износостойкости машин и конструкций») / Сост.: В.А. Шевченко, А.И. Боровик, А.В. Шевченко – Луганск: Изд-во Восточноукр. нац. ун-та им. В. Даля, 2004. – 54 с.
Составители В.А. Шевченко, доц.
А.И. Боровик, асс.
А.В. Шевченко, асс.
Отв. за выпуск Ю.А. Харламов, проф.
Рецензент А.Н. Голофаев, доц
Лабораторная работа 1
ИЗУЧЕНИЕ КОНСТРУКЦИИ И ИССЛЕДОВАНИЕ РАБОТЫ
ОДНОПОСТОВОГО СВАРОЧНОГО ТРАНСФОРМАТОРА
ТИПА ТД-500
Цель работы: изучить конструкцию и принцип работы трансформатора, освоить методику испытания и порядок снятия характеристик.
Основные сведения об устройстве и принципе работы
трансформатора ТД-500
Сварочный трансформатор ТД-500 предназначен для питания одного поста при ручной дуговой сварке, резке и наплавке металлов током частотой 50 Гц.
Трансформатор стержневого типа состоит из магнитопровода, первичной и вторичной обмоток, переключателя диапазонов токов, токоуказательного механизма. Обмотки
ТД-500 имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки из изолированного провода неподвиджные, закреплены у нижнего ярма, катушки вторичной обмотки подвижные, намотаны «на ребро» из алюминиевой изолированой шины. Через верхнее ярмо трансформатора пропущен ходовой винт, при вращении которого перемещаются вторичные катушки, и тем самым изменяется расстояние между обмоткамиℓ .
Диапазоны сварочного тока изменяются при помощи переключателя барабанного типа, рукоятка которого находится на крышке кожуха. Ориентировочный отсчет тока производится по шкале токоуказательного механизма через смотровое окно на крышке кожуха.
Трансформатор снабжен емкостным фильтром для снижения помех радиоприему, состоящим из двух конденсаторов СI и С2 (рис. 1.1).
Рис. 1.1. Принципиальная электрическая схема трансформатора ТД-500
Падающая внешняя характеристика обеспечивается конструкцией трансформатора с повышенной индуктивностью рассеяния за счет разнесения первичной и вторичной обмоток на стержнях магнитопровода.Плавная регулировка сварочного тока осуществляется за счет изменения расстояния между катушками первичной и вторичной обмоток. Сближение обмоток уменьшает индуктивность рассеяния, что приводит к увеличению сварочного тока. Увеличение расстояния между обмотками увеличивает индуктивность рассеяния, обеспечивая уменьшение сварочного тока.
Ступенчатая регулировка тока производится путем одновременного переключения катушек первичной и вторичной обмоток. Параллельное включение обмоток соответствует диапозону больших токов, последовательное диапазону малых токов (рис. 1.2).
Напряжение холостого хода трансформатора зависит от расстояния между катушками: большее при сдвинутых обмотках, меньшеепри раздвинутых.
Трансформатор может работать в трех режимах: холостой ход, нагрузка, короткое замыкание.
Источник питания, работающий от переменного тока и предназначенный для ручной дуговой сварки, автоматической сварки под флюсом и электрошлаковой сварки, называется сварочным трансформатором. Это устройство представляет собой статический электромагнитный аппарат, основная функция которого - преобразование имеющегося в электрической цепи напряжения (220 или 380 В) в более низкое напряжение вторичной электрической цепи, необходимое для возбуждения сварочной дуги и обеспечения ее горения.
Энергия в трансформаторе преобразуется за счет переменного магнитного поля и использования необходимого количества витков в первичной и вторичной обмотках, расположенных на магнитопроводе. Так называется сердечник, выполненный из трансформаторной стали (из нее изготавливаются различные электрические изделия, которые в процессе эксплуатации попеременно на- и размагничиваются), которая является тонколистовой, низкоуглеродистой и отличается повышенным содержанием кремния (не более 4%) и малым количеством вредных примесей - фосфора и серы (не более 0,02%). Ее магнитопроницаемость определяет и вес устройства. Если магнитные свойства стали максимальны и магнитный поток протекает через нее с наименьшими потерями, то количество стали, необходимое для аппарата, значительно снижается.
В основе действия всех сварочных трансформаторов, применяемых для сварочных работ, лежит принцип электромагнитной индукции, т.е. переменный по направлению (с частотой тока) магнитный поток на магнитопроводе, образовавшийся от действия переменного тока первичной обмотки, пересекает витки вторичной обмотки трансформатора, после чего согласно закону электромагнитной индукции возбуждает в ней напряжение (ЭДС). Пока вторичная (сварочная) цепь не будет замкнута, тока в ней (кроме напряжения) не будет.
Сварочный ток регулируется благодаря изменению величины либо индуктивного сопротивления, либо вторичного напряжения холостого хода трансформатора, что осуществляется посредством секционирования числа витков первичной или вторичной обмотки. Это обеспечивает ступенчатое регулирование тока.
Главный минус всех сварочных трансформаторов - низкий коэффициент мощности cos ф, что объясняется конструкцией трансформатора, в котором падающая вольт-амперная характеристика порождается высокой индуктивностью сварочной цепи. Для стабильного возбуждения сварочной дуги требуется напряжение холостого хода трансформатора на уровне 65 В, в то время как напряжение сварочной цепи составляет 20-30 В. Вследствие возникшего индуктивного сопротивления потери мощности возрастают. Поэтому коэффициент мощности cos ф сварочных трансформаторов должен составлять 0,4-0,5.
Сварочные трансформаторы на основании различных показателей
классифицируются следующим образом:
1. по количеству обслуживаемых рабочих мест на:
- однопостовые, рассчитанные на одно рабочее место, поэтому обладают соответствующей вольт-амперной характеристикой;
- многопостовые, предназначенные для одновременного обслуживания нескольких рабочих мест. Они имеют жёсткую характеристику, но благодаря включению в электрическую цепь дросселя создается падающая внешняя характеристика, обеспечивающая стабильное горение сварочной дуги;
- однофазные.
- трехфазные.
а) с нормальным магнитным рассеянием и отдельной реактивной (дроссельной) обмоткой, которая последовательно включается в сварочную цепь. Дроссель может заключаться в отдельный корпус или выполняться на общем сердечнике (рис. 18).
Падающая характеристика и регулировка сварочного тока происходят за счет электродвижущей силы (ЭДС) самоиндукции, которая возникает в обмотке дросселя исключительно при наличии в ней сварочного тока. Составная часть магнитопровода дроссельной катушки - подвижной пакет, который, в свою очередь, является частью магнитопровода дросселя. От величины зазора в магнитном пакете зависит величина магнитного потока в данном магнитопроводе: он тем больше, чем меньше зазор, и наоборот. Величина магнитного потока определяет величину индуктированной ЭДС самоиндукции. Последняя постоянно направлена навстречу движению сварочного тока в цепи, который бывает тем меньше, чем больше ЭДС. Максимальная же величина ЭДС самоиндукции наблюдается при минимальном зазоре в подвижном пакете магнитопровода. Если зазор большой, то магнитный поток и ЭДС будут наименьшими, поэтому сварочный ток будет максимальным, ведь при прохождении по проводнику на его пути нет препятствий.
Благодаря описанным явлениям величина тока плавно регулируется, что и обеспечивает падающую характеристику источника тока и точно настроенный режим сварки.
Подобная схема была распространена приблизительно до 1967 года и хорошо работала, хотя не была лишена недостатков: трансформаторы, например, весили достаточно много, вследствие потерь отмечалось падение КПД, а также увеличивался расход цветных металлов. Сейчас трансформаторы с дросселем в отдельном корпусе сняты с производства и заменены устройствами в одно- корпусном варианте, например трансформаторы типа ТСД и СТН (рис. 19 ) с аналогичным принципом действия;
б) с развитым магнитным рассеянием. При увеличенных магнитных потоках во вторичной обмотке трансформатора возникает реактивная ЭДС. Трансформаторы данной группы неоднородны и подразделяются на конструкции:
- с магнитными шунтами, например СТАН-О, ОСТА- 350 и др. Несмотря на то что они надежны и удобны в применении, они уже не выпускаются, так как весьма неэкономичны (приводят к повышенному расходованию металла и электроэнергии);С подвижной катушкой (марок ТД, ТДМ и др.) (рис. 20 ), производство которых поставлено на поток. Они отличаются хорошей динамикой, плавным регулированием и способностью удерживать ток на заданном уровне.
Данные трансформаторы бывают однофазными, стержневого типа, отличаются увеличенной индуктивностью рассеяния. Конструктивно они устроены следующим образом: катушки первичной обмотки зафиксированы, а катушки вторичной обмотки, напротив, являются подвижными. Регулирование сварочного тока осуществляется путем изменения промежутка (для этого предназначается рукоятка) между обмотками: при минимальном расстоянии ток возрастает (рукоятка поворачивается по часовой стрелке), а при максимальном расстоянии он снижается. У трансформатора имеется специальный конденсатор (фильтр), который устраняет радиопомехи, неизбежные при сварочных работах.
Сварочный трансформатор типа ТСК-500 показан на рис. 21;
в) с жесткой характеристикой. Такие трансформаторы используются при электрошлаковой сварки (при ней дугового процесса практически нет, а сварка возможна за счет высокой температуры расплавленного шлака, которая доходит до 2000° С, и прохождения через него тока) и рассчитаны на ток 1000-3000 А. Модели бывают одно- (ТШС-1000-1, ТШС-3000-1) и трехфазными (ТШС-1000-3, ТШС-3000-3, ТШС-600-3). Для регулирования напряжения во вторичной электрической цепи предназначаются секционные первичные и вторичные обмотки. С помощью контроллера, работающего от электродвигателя и управляющегося дистанционно, осуществляется переключение витков первичной обмотки, за которым следует изменение вторичного напряжения в сварочной цепи. Для переключения витков вторичной обмотки производится перестановка перемычек.
Для сравнения трансформаторы различных марок представлены в табл. 11.
Таблица 11. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ РАЗЛИЧНЫХ МАРОК
| Параметры | Марка трансформатора |
||||||||
| ТС-500 | ТСК- 300 | ТД-500 | ТСД- 2000-2 | ||||||
| Номинальный сварочный ток | 500д | 300д | 500д | 2000д | |||||
| Пределы регулирования тока | 165- 650д |
110- 385д |
85- 720А |
800- 2200д |
|||||
| Номинальное напряжение | 30 в | 30 в | 30 в | 53 в | |||||
| Напряжение холостого хода | 608 | 63 в | 60- 76 в |
77-85 в | |||||
| Напряжение сети | 220, 380 в |
380 в | 220, 380 в |
380 в | |||||
| Номинальный режим работы (ПР) | 65% | 65% | 60% | 65% | |||||
| Номинальная мощность | 32кВА | 20 кВА | 32 кВА | 180 кВА | |||||
| кпд | 85% | 84% | - | 89% | |||||
| Коэффициент мощности (cos <р) | 0,53 | 0,73 | 0,53 | 0,64 | |||||
| Габариты: -длина; - ширина; - высота |
840мм 575 мм 1060 мм |
760 мм 520 мм 970 мм |
570мм 720мм 835 мм | 1050 мм 900мм 1300 мм | |||||
| Масса | 250 кг | 215 кг | 210 кг | 760 кг | |||||
Показатели
- при минимальном сварочном токе;
- при максимальном сварочном токе.
71 в
0,04 lсв
Для обеспечения эффективной и бесперебойной работы трансформаторов их необходимо правильно эксплуатировать. Перед этим надо внимательно осмотреть и заземлить устройство, проконтролировать обмотки на предмет обрыва и проверить изоляцию обмоток от корпуса, а при обнаружении механических повреждений устранить их.
Если предполагается вести работы на открытом воздухе, следует позаботиться о защите трансформатора от осадков, поскольку отсыревшая изоляция может быть пробита. Тогда замыкания между витками не избежать.
Во время работы нельзя допускать перегрева
трансформатора, что негативно отразится на состоянии изоляции обмоток. Для
недопущения этого не следует размещать трансформатор рядом с источниками тепла.
Кроме того, надо регулярно очищать контакты от грязи, которая может препятствовать
охлаждению рабочих частей устройства.
(Что нужно знать сварщику о сварочном оборудовании)
Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220В или 380В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60-75В. При сварке на малых токах (60-100А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70-80В.
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов - на однопостовые и многопостовые.
Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику. Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
- трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
- трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
Трансформаторы с нормальным магнитным рассеянием и с отдельным дросселем
Жесткая внешняя характеристика такого трансформатора получается за счет незначительного магнитного рассеяния и малого индуктивного сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора активной катушки).
Понижающий трансформатор, основой которого является магнитопровод (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеются первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта, вращаемого рукояткой.
Первичная обмотка трансформатора подключается в сеть переменного тока напряжением 220В или 380В. Переменный ток высокого напряжения, проходя по обмотке, создает действующее вокруг магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке индуктируется переменный ток низкого напряжения. Обмотку дросселя включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора между передвижной и неподвижной частями магнитопровода. При увеличении воздушного зазора магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а, следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор можно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока зазор уменьшить (рукоятку вращать против часовой стрелки).
Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью. Конструкция дросселя со ступенчатым регулированием сварочного тока позволяет изменять величину сварочного тока при помощи передвигающегося контакта путем включения определенного количества витков обмотки. В этом случае регулирование сварочного тока будет ступенчатым. Магнитопровод дросселя в этом случае изготавливают неразъемным, вследствие чего конструкция его значительно упрощается. Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
Трансформаторы с нормальным магнитным рассеиванием и реактивной обмоткой на общем сердечнике. Реактивная обмотка включена в сварочную цепь последовательно с таким расчетом, что ее поток направлен навстречу основному потоку трансформатора. Действие реактивной обмотки и регулирование сварочного тока аналогичны действию дросселя.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении. Могут применяться для наплавки и сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
|
Таблица. 35. Технические характеристики сварочных трансформаторов с нормальным магнитным рассеянием и реактивной обмоткой |
||||||||
| Характеристика | Тип трансформатора | |||||||
| СТЭ-34у | СТЭ-24у | СТН-700 | СТН-500 | СТН-350 | ТСД-500 | ТСД-1000-4 | ТСД-2000-2 | |
| Напряжение холостого хода, В | 60 | 60 | 60 | 60 | 70 | 80 | 71 | 79 |
| Номинальный сварочный ток, А | 500 | 350 | 700 | 500 | 350 | 500 | 1000 | 2000 |
| Номинальная мощность, кВ.А | 30 | 23 | 43,5 | 32 | 25 | 42 | 78 | 162 |
| Пределы регулирования сварочного тока, А | 150-700 | 100-500 | 200-900 | 150-700 | 80-450 | 200-600 | 400-1200 | 800-2200 |
| Коэффициент мощности (cos с) | 0,53 | 0,5 | 0,66 | 0,52 | 0,5 | 0,6 | 0,6 | 0,64 |
| Габаритные размеры, мм: | ||||||||
| длина | 690 | 690 | 796 | 775 | 695 | 950 | 950 | 950 |
| ширина | 370 | 370 | 429 | 410 | 398 | 818 | 818 | 818 |
| высота | 660 | 660 | 840 | 1005 | 700 | 1215 | 1242 | 1382 |
| Масса, кг | 160 | 130 | 380 | 275 | 220 | 420 | 510 | 675 |
|
Таблица 36. Трансформаторы с увеличенным магнитным рассеянием (с подвижными обмотками) |
|||||||
| Характеристика | Тип трансформатора | ||||||
| ТС-120 | ТС-300 | ТС-500 | ТСК-300 | ТСК-500 | ТД-300 | ОСТА-350 | |
| Напряжение холостого хода, В | 68 | 63 | 60 | 63 | 60 | 61; 79 | 70 |
| Номинальный сварочный ток, А | 120 | 300 | 500 | 300 | 500 | 300 | 350 |
| Номинальная мощность, кВ.А | 9 | 20 | 32 | 20 | 32 | 20 | 20,5 |
| Габаритные размеры, мм: | |||||||
| длина | 650 | 760 | 840 | 760 | 840 | 692 | 870 |
| ширина | 340 | 520 | 576 | 520 | 576 | 620 | 480 |
| высота | 800 | 970 | 1060 | 970 | 1060 | 710 | 680 |
| Масса, кг | 90 | 180 | 250 | 215 | 280 | 137 | 200 |
|
Таблица 37. Основные неисправности сварочных трансформаторов, причины появления и способы устранения |
||
| Неисправности | Причины появления | Способ устранения |
| Чрезмерный нагрев сердечника и скрепляющих его шпилек | Нарушена изоляция листов сердечника и шпилек | Восстановить изоляцию |
| Корпус трансформатора под напряжением | Повреждение изоляции первичной обмотки и соединение последней с корпусом трансформатора | Отключить трансформатор от сети, снять кожух, отыскать место повреждения изоляции и соединения ее с корпусом и восстановить изоляцию |
| Трансформатор не обеспечивает верхний или нижний пределы регулирования тока | Подвижные вторичные катушки не доходят до упора (заедание в ходовом винте, попадание посторонних предметов между катушкой и стержнем) | Устранить заедание в ходовом винте и убрать посторонние предметы |
| Трансформатор потребляет из сети большой ток при отсутствии нагрузки | Замыкание витков обмотки между собой | Ликвидировать замыкание витков, при необходимости перемотать. Число витков и сечение обмоточного провода не должно измениться |
| Сильное гудение трансформатора | Ослабли болты, стягивающие сердечник, и винты, крепящие кожух; перекошен сердечник регулятора, неисправны крепления сердечника и механизма перемещения катушек | Подтянуть болты и винты, выправить сердечник регулятора, исправить крепления сердечника и механизма перемещения катушек |
| Неправильное включение в сеть | Проверить включение первичной обмотки | |
| Значительный нагрев трансформатора | Сварочный ток выше допустимого | Уменьшить сварочный ток, сварку вести электродом меньшего диаметра |
| Значительный нагрев трансформатора | Замыкание между витками обмотки | Устранить замыкание |
| Слабо затянуты контактные болты | Подтянуть болты | |
| Сильный нагрев зажимов трансформатора | Провод в месте контакта имеет недостаточное сечение | Заменить проводом нужного сечения |
Рис. 69. : 1 - сетевые зажимы для проводов; 2 - сердечник; 3 - рукоятка для регулирования тока; 4 - зажимы для подсоединения проводов; 5 - ходовой винт; 6 - катушка вторичной обмотки; 7 - катушка первичной обмотки; 8 - компенсирующий конденсатор
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая - при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока (см. рис. 69), Точность показаний шкалы составляет 7,5% от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
На рис. 69 показана конструктивная схема трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмотки 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается, и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности. Принципиальная электрическая схема трансформатора ТД-500 аналогична.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное - диапазон малых токов. Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети - 220 В или 380 В.
Трансформатор ТД-500 - однофазный стержневого типа состоит из следующих основных узлов: магнитопровода - сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Уход за трансформаторами сводится в основном к регулярной проверке сопротивления изоляции, контактов, наблюдению за нагревом обмоток сердечника и его деталей (после отключения трансформатора от сети). Необходимо часто смазывать регулировочный механизм, удалять грязь с рабочих частей трансформатора. При плохом уходе слой грязи может достигнуть большой толщины, что нарушит охлаждение и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпус. Наиболее опасна грязь, содержащая металлическую пыль.
Плохие контакты, особенно в сварочной цепи, вызывают большие падения напряжения и недопустимые перегревы. Значительное число сварочных трансформаторов выходит из строя из-за небрежного подключения сварочного кабеля к зажимам и нерегулярного наблюдения за состоянием его контактов.
-
Переменный ток, в широком смысле электрический ток, изменяющийся во времени. -
Наиболее часто применяется синусоидальный переменный ток. -
Переменный ток для промышленных целей и для освещения вырабатывается мощными генераторами, приводимыми во вращение паровыми или водяными турбинами и двигателями внутреннего сгорания.
КАФЕДРА «ТЕХНОЛОГИЯ МЕТАЛЛОВ»
УТВЕРЖДАЮ
ПЕРВЫЙ ПРОРЕКТОР
ПАТРУШЕВ А.А.
Методические указания
к выполнению лабораторных работ
«»
Для студентов 2 курса
Факультет ТС в АПК
по специальности 03 05 00.01 Профессиональное обучение (агроинженерия)
Челябинск
СНЯТИЕ ВНЕШНИХ ХАРАКТЕРИСТИК СВАРОЧНОГО ТРАНСФОРМАТОРА ТД-300
Цель работы: ознакомиться с требованиями к источникам питания для электродуговой сварки; изучить принцип работы сварочного трансформатора и метод регулирования сварочного тока. Ознакомиться с вольтамперной статической характеристикой дуги; снять внешние характеристики сварочного трансформатора, определить режим наибольшей устойчивости сварочной дуги и оптимальные параметры сварки.
Оснащение рабочего места
Плакаты со схемами сварочных трансформаторов.
Трансформатор-стенд.
Трансформатор ТД-300.
Жидкостный реостат.
Измерительные приборы: вольтметр, амперметр.
Штанга для короткого замыкания.
Резиновые коврики, перчатки.
Основные положения
Техническая характеристика сварного трансформатора ТД-300.
Т - трансформатор;
Д - дуговой;
«300» - максимальный из номинальных сварочный ток I св. m ах = 300А (из номинальных, т.е. рекомендованных величин тока при продолжительности сварки ПР=60%). Таким образом, рекомендуются номинальные (рабочие) сварочные токи
I св. ≤ 300А.
ПР – повторно-кратковременный режим (отношение продолжительности рабочего периода (собственно сварки) к продолжительности цикла сварки. Продолжительность цикла сварки равна сумме времени сварки рабочего периода и холостого хода, когда оборудование подключено к сети, но сварка не ведётся.
ТД-300 служит для питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов переменным током промышленной частоты (50 Гц).
Толщина свариваемых кромок - от 3 до 14 мм и более. Сварка производится электродами диаметром от 3 до 8 мм.
Максимальный рабочий сварочный ток 300 А.
Пределы регулирования сварочного тока:
при диапазоне малых токов 60-160 А;
при диапазоне больших токов 160-385 А.
Номинальное первичное напряжение 380 В.
Первичный ток 53,5 А.
Вторичное напряжение (холостого хода):
при диапазоне малых токов 78 В;
при диапазоне больших токов 60 В.
Условное номинальное рабочее напряжение под нагрузкой
(при длине дуги 5 мм) 32 В.
7. Потребляемая мощность 20,5 кВт.
Сварочные трансформаторы просты по устройству и в эксплуатации, имеют более высокий КПД, чем генераторы постоянного тока, способны работать непосредственно от силовой сети переменного тока, благодаря чему они нашли широкое применение.
Основные требования к сварочным трансформаторам:
1) наличие падающей внешней характеристики;
2) обеспечение постоянных по величине тока и напряжения.
Внешней характеристикой любой электрической машины называется зависимость напряжения от силы тока на ее зажимах. Различают жесткие, падающие и возрастающие внешние характеристики (рис. 1).
При работе на жестких характеристиках по мере увеличения нагрузки во внешней цепи напряжение не изменяется (осветительная, силовая цепь). Во время коротких замыканий в такой сети сила тока достигает больших величин, что ведет к перегоранию предохранителей или загоранию проводов.
Возрастающие характеристики применяются при автоматической сварке. При ручной дуговой сварке используются аппараты только с падающими характеристиками, так как именно они способны ограничить токи короткого замыкания, весьма часто возникающие в процессе сварки. Режим короткого замыкания имеет место в момент возбуждения дуги сварщиком путем касания электродом изделия, через каплю металла, накоротко замыкающую дуговой промежуток и т.д., то есть является равноправным с рабочим режимом.
Если бы у сварочных аппаратов не было падающих характеристик, то обмотки трансформаторов воспламенялись бы, в случае отказа предохранителей.
Сварочные трансформаторы являются понижающими и так же, как обычные, основаны на принципе магнитной индукции. Однако они отличаются от обычных трансформаторов тем, что для получения падающих характеристик в их вторичную, то есть сварочную цепь, включена катушка индуктивности - так называемый дроссель. Дроссель вырабатывает ЭДС самоиндукции, направленную противоположно наводимой ЭДС индукции со стороны первичной обмотки и взаимодействует с нею алгебраически. Чем больше ток в сварочной цепи, тем больше противо - ЭДС и тем меньше суммарное напряжение. При максимально возможном токе - токе короткого замыкания, суммарное напряжение равно нулю, а на оси «I» отсекается отрезок величины тока короткого замыкания I кз
При обрыве сварочной дуги противо - ЭДС становится равной нулю, и таким образом, в отсутствие тока в цепи напряжением снова станет равным ЭДС индукции, то есть напряжение холостого хода U x . x . (отрезок на оси «U» - рис. 1).
Рисунок 1 - Внешние характеристики: 1 – жесткая, 2 – возрастающая, 3 – падающая
Для регулирования потока самоиндукции магнитопровод в дросселях делают разъемным с регулируемым воздушным зазором. Изменяя величину воздушного зазора, можно получить бесчисленное множество внешних характеристик трансформатора и столько же величин сварочного тока (I св), т.е. можно регулировать (менять или задавать) величину I св.
Однако ТД-300 относится к группе трансформаторов с повышенным рассеянием магнитного потока, роль дросселя в которых выполняют подвижные катушки вторичной обмотки. При сближении первичной и вторичной обмоток достигается уменьшение индуктивности рассеяния, что приводит к уменьшению суммарного напряжения (противо-ЭДС рассеялось немного и ее вычитание из основной ЭДС дает малое суммарное напряжение) и увеличению сварочного тока. Увеличением же расстояния между обмотками достигается увеличение рассеяния и уменьшение сварочного или настроечного тока. Поэтому такие трансформаторы называют трансформаторами с повышенным магнитным рассеянием. Таким образом, эти трансформаторы способны выработать бесчисленное множество внешних характеристик (рис. 2) и столько же величин сварочных токов.
Рисунок 2 - Внешние характеристики сварочного трансформатора для ручной дуговой сварки (а – крутопадающая; б – пологопадающая)
Упрощенная схема трансформатора с повышенным рассеянием магнитного потока представлена на рис. 3.
Рисунок 3 - Упрощенная схема сварочного трансформатора с повышенным рассеянием магнитного потока
Сварочный трансформатор состоит из следующих основных узлов:
1 - магнитопровод; 2 - первичная обмотка; 3 - вторичная обмотка.
Сварочная цепь (5) включает в себя вторичную обмотку (3), электрододержатель (4) и сварочный столик (6).
Через верхнее ярмо трансформатора пропущен ходовой винт (7), опирающийся на подпятник (8). Ходовой винт ввинчивается в ходовую гайку (9), вмонтированную в траверсу подвижной вторичной обмотки. При вращении ходового винта, осуществляемого с помощью рукоятки (10), находящейся сверху трансформатора, перемещается вторичная обмотка, и, тем самым, изменяется расстояние между обмотками (регулируется величина сварочного тока).
На рис. 3 показано параллельное соединение парных катушек в первичной и вторичной обмотках. При такой схеме подключения получают диапазон больших настроечных токов (160-365 А).
Если катушки соединить между собой (попарно) последовательно, то получится диапазон малых настроечных токов (60…160 А), который с успехом можно использовать при сварке тонких листов и т. п.
Диапазоны тока (на последовательное или параллельное соединение катушек) обеспечиваются переключателем барабанного типа, рукоятка которого выведена на крышку трансформатора и на рис. 3 не указана.
Проведение эксперимента
Источник питания и сварочная дуга представляют собой единую энергетическую систему. Это означает равенство токов и напряжения на дуге и зажимах трансформатора. Однако характер проводимости в этих участках единой цепи различен, поскольку дуга является проводником 2-го рода (с ионной проводимостью), а трансформатор - 1-го рода (с электронной проводимостью).
Важным различием их является то, что при повышении температуры проводника 2-го рода его проводимость увеличивается, а 1-го рода - снижается.
В электрических цепях наиболее сильное влияние на повышение температуры в в проводниках оказывает сила тока. Согласно закону Джоуля – Ленца, (калорий)
Q=0,24×I 2 ×R×t, (1)
где Q - количество тепла;
I- сила сварочного тока, А;
R - сопротивление, Ом;
t - время, с;
0,24 - тепловой эквивалент.
Квадратичная зависимость между током и тепловыделением показывает, что даже небольшие изменения силы сварочного тока могут вызвать резкие колебания скорости оплавления электрода, привести к неровностям наплавки и нарушению расчетного сечения сварного шва, т.е. к браку.
Сварочная дуга также имеет свою внешнюю характеристику, которую называют статической вольтамперной характеристикой. Статической она называется потому, что справедлива только для одной ее длины. Если изменить длину дуги, то получится новая вольтамперная характеристика. Таким образом, и дуга может иметь бесчисленное множество характеристик (рис. 4).
Напряжение на дуге:
Uд=a ка +b×lд, (2)
где a ка - сумма напряжений в катодной и анодной областях (a ка =10В);
b- падение напряжения в столбе дуги (b = 2 В/1 мм дуги);
lд - длина дуги, мм (lд = 2...5...8 мм)
На рис. 4 видно, что при ручной дуговой сварке, характеризующейся применением токов в диапазоне 80...1000 А, напряжение не зависит от силы тока. Однако оно сильно зависит от длины дуги (по вертикали, т. е. от ее сопротивления).
Рабочие режимы сварки при данной длине дуги и данном настроечном токе определяют путем наложения вольтамперной характеристики дуги на внешнюю характеристику источника питания и нахождения точек их пересечения (рис. 5, точки 1 и 2).
Предположим, что при одном и том же настроечном токе трансформатора, которому соответствует внешняя характеристика на рис. 5, длина дуги изменяется на 5 мм, что соответствует изменению напряжения дуги на 10 В. Поскольку сварка на режимах точек 1 и 1 ¢ никогда не ведется из-за слишком малых токов и неустойчивого состояния дуг, необходимо определить какое изменение тока в сварочной цепи получится при уменьшении длины дуги на 5 мм при переходе от режима точки 2 (I 2 ; U 2) к режиму точки 2 ¢ (I 2 ¢ ; U 2 ¢). Разность DI и составит искомую величину разбаланса тока в сварочной цепи.
Рисунок 4 - Статическая вольтамперная характеристика сварочной дуги. (l – длина дуги; l 1 > l 2 > l 3)